Once removed from the original protective packaging flux cored wires should be used within 72 hours.
Welding consumable handling procedure.
Welding should be carried out at room temperature and low relative humidity.
1 1 storage conditions.
Welding consumables should be stored in their original unopened packaging in an area shielded from the elements.
Management of welding consumables 1.
This includes careful and proper storage and handling all stock to prevent dust and organic compounds including body oils contaminating the strip surface.
At the end of the day he shall gather all quivers and take to the welding material control room.
And storage procedure.
When issuing welding consumables from storage for welding where there is a significant difference in temperature between the two areas products should be allowed to reach the ambient temperature of the welding fabrication area before the packaging is opened.
3 heat lot no.
Welding operators must keep strips as clean and protected as possible.
4 3 welding filler material.
Shall conform to api standard api 650 section 2 2 shall closely match the base metal chemistry.
Adequate storage handling and re conditioning of electrodes vary according to type.
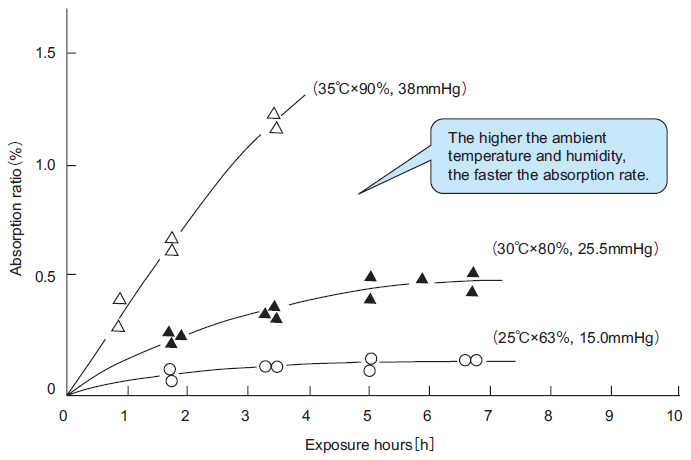
If relative humidity exceeds 60 cored wires should not be left unprotected for more than 24 hours.
The summary below provides guidelines as to the proper storage of stick electrodes flux cored wires metal cored wires and solid wires mig wire and tig cut length.
This will avoid possible contamination with condensation.
Covered electrode handling and keeping standards of electrodes sufficiently dried welding consumables do need the storage in order to prevent from re moisture absorption during taking in and out the goods by employees.
Issues of consumables are to be recorded on consumable issue report.
Welding consumables handling procedure table of content 1 general 2 receiving and receiving inspection 3 welding consumables store 4 welding consumables ovens 5 disbursement of welding consumables 6 return or reassignment of unused filler material 7 optional welding consumables color coding 8 attachments.
Electrodes to be re dried should be removed from the can and spread out in the oven because each electrode must reach the drying temperature.
3 of 7 rev.
4 3 the material controller welding foreman shall monitor check his welder s portable oven quivers are plugged to power source all the time.
Selection of the welding consumables is the responsibility of contractor.
Welding consumable control procedure page.
A page 5 of.